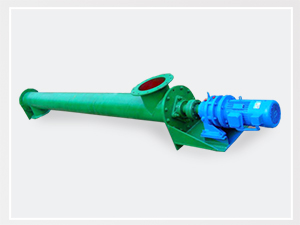
無軸螺旋輸(shū)送機也叫U型(xíng)螺旋輸送機一直被廣泛用(yòng)於各部(bù)門,如建材、冶金、化工、電力、煤炭、機(jī)械、輕(qīng)工、糧食及食品行業,適宜(yí)輸送粉狀、顆粒狀、小塊狀物料,如水泥(ní)、煤粉(fěn)、糧食、化肥、灰渣、沙子、焦炭等.不宜輸送易變質、粘性大、易結塊的物料,LS螺旋(xuán)輸送機工作環境溫度通常為(wéi)-20~40℃,輸送物料的溫度一般為-20~80℃,LS螺(luó)旋輸(shū)送機適宜水平(píng)和(hé)小傾角布置,傾角以不超過15°為宜,如傾斜角度過大請選用GX係列螺旋輸(shū)送機,或(huò)與我公司技術部門聯係進行單獨設計。其中螺旋輸送機的支架也是輸送設備中必不可少(shǎo)的配套設(shè)備,其中支架的焊接工(gōng)藝也是非常重要的,如果焊接(jiē)不結實的話,就會影響其(qí)使用。下麵簡單介紹幾種(zhǒng)焊接方法:
軸螺旋輸送(sòng)機")
1.引弧
(1)劃擦法---先將焊條對準焊件,再將焊條像劃火柴似的(de)在焊件表麵輕輕(qīng)劃擦,引燃電弧,然後迅速將(jiāng)焊條提起2-4mm,並(bìng)使之穩定燃燒,
(2)敲擊法---將焊條末端對準焊件,然後手腕下彎,使焊條輕微碰一下焊件,再迅速將焊條提起2~4mm,引燃電弧後手腕放平,使(shǐ)電弧保持(chí)穩定燃燒。這種引弧方法不會使焊(hàn)件表麵劃傷,又不(bú)受焊件表麵大(dà)小、形狀的(de)限製,所以是在生產中主要采用的(de)引弧(hú)方(fāng)法。但(dàn)操作不易掌握,需(xū)提高熟練程度。
引弧時需注意如下事項:
1)引弧處應無油汙、水鏽,以免產生氣孔和夾渣。
2)焊條在與焊件接觸後提升速(sù)度(dù)要適當(dāng),太快難以引弧,太慢焊條(tiáo)和焊件粘在一起造成短路。
2.運條

運條是焊接過程中較重要的(de)環節,它直接影響焊縫的外(wài)表成形和內在質量。電弧引燃後(hòu),一般情況(kuàng)下焊條有三個基本運動:朝熔池方向逐漸送進、沿焊接方向(xiàng)逐漸移動、橫向擺動。
焊條朝熔池方向逐漸送進---既(jì)是為了向熔池添加金屬,也為了在焊條熔(róng)化後(hòu)繼續保持一(yī)定的電弧長度,因此焊條送(sòng)進的速度應與焊條(tiáo)熔化的速度相同。否則,會發生斷弧或(huò)粘(zhān)在焊(hàn)件上。
焊條沿焊接方向移動---隨著焊條的不(bú)斷熔化,逐漸形成一條焊道。若焊條移動速度太慢,則焊道會過(guò)高、過寬、外形不整齊,焊接薄板時會(huì)發(fā)生(shēng)燒穿現象;若(ruò)焊條的移動速度太快,則焊條與焊件會熔化不均勻,焊道較窄,甚至發生未焊透現象。焊(hàn)條移動時(shí)應與(yǔ)前進方(fāng)向成70—80度的夾(jiá)角,以使(shǐ)熔化(huà)金屬和(hé)熔(róng)渣推向後方,否則熔渣流向電弧的前方,會(huì)造成夾渣等缺(quē)陷.